Collaborative robots (cobots) continue to gain momentum across manufacturing and industrial settings thanks to their ability to work safely alongside humans.
Designed with built-in safety features such as power-and-force limiting, cobots aim to minimise the risks typically associated with traditional industrial robots.
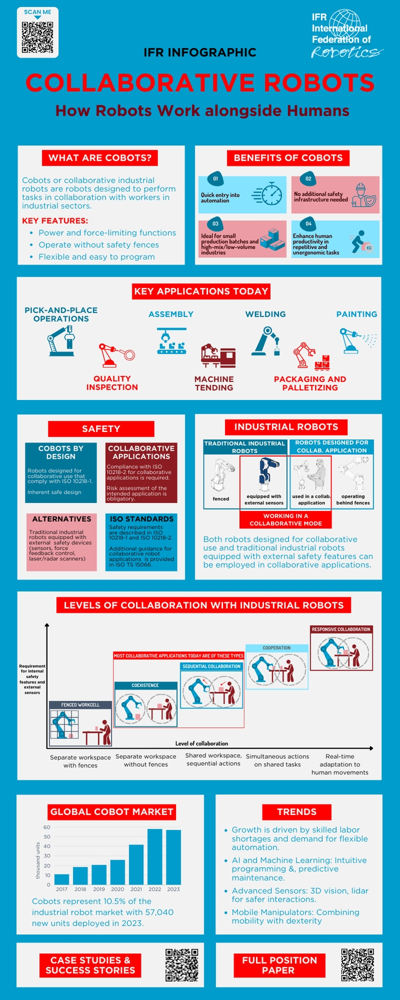
Recent data shows that global cobot installations grew by 31% in 2022, reaching about 54,868 units and representing roughly 10% of total robot installations.
By 2023, cobots accounted for 10.5% of all robot installations worldwide, reflecting their increasing popularity.
However, while cobots are fundamentally designed to be safer, thorough risk assessments and strict compliance with safety standards remain crucial.
Many users still fail to meet these requirements fully, exposing themselves to operational and legal risks.
This guide is intended to help business decision-makers, from safety engineers and manufacturing managers to system integrators and regulatory bodies, understand cobot safety measures, address compliance obligations, and adopt best practices for safer, more efficient collaborative robot operation.
Understanding Collaborative Robots and Safety Requirements
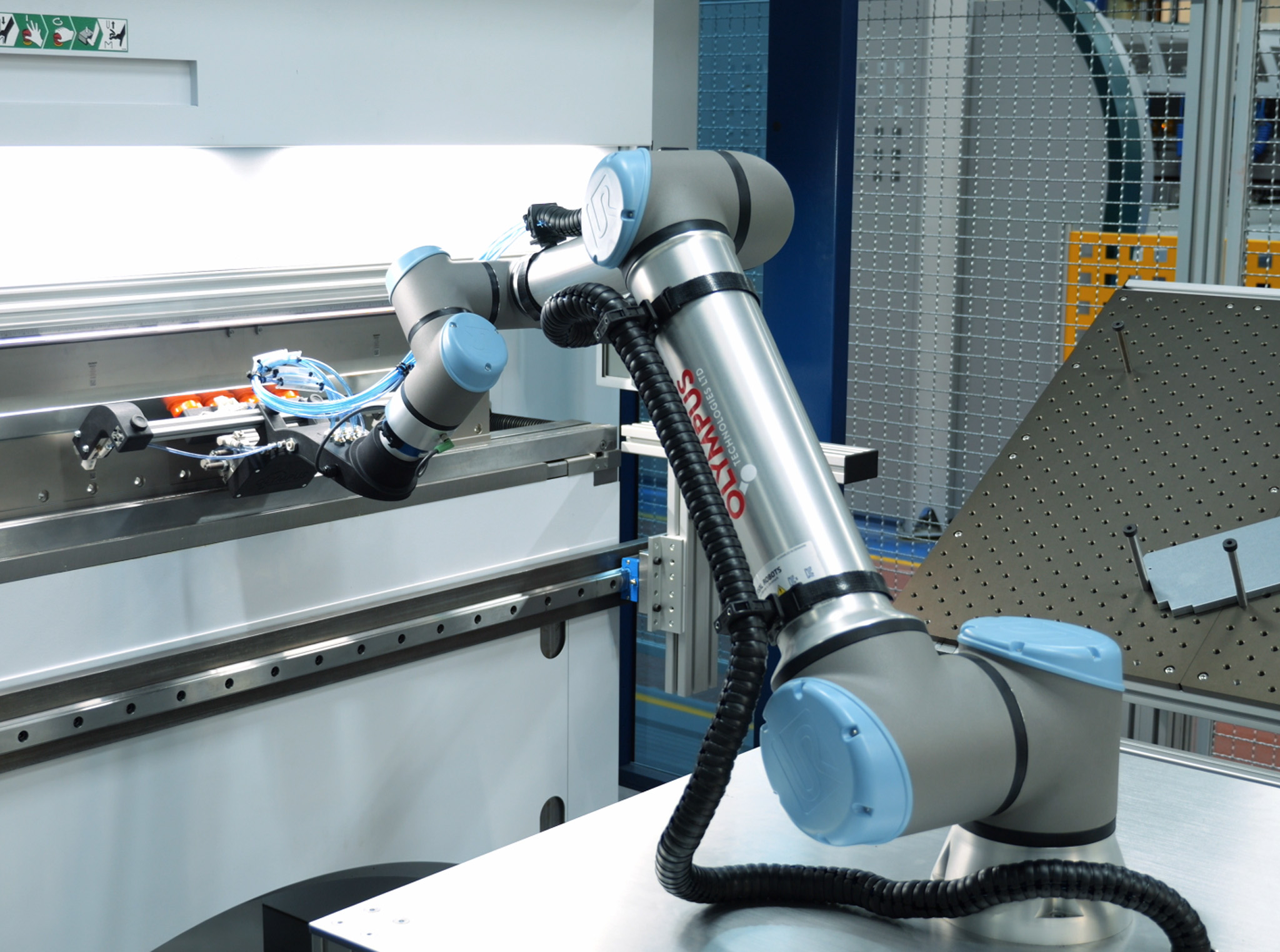
Collaborative robots (cobots) are industrial robots designed for direct cooperation with humans in shared workspaces. Unlike traditional robots, which are often enclosed by fencing, cobots typically include:
- Force-limiting designs
- Advanced sensors
- Smooth, rounded structures
These features reduce the risk of serious injury from unintentional contact. Cobots also have built-in power and force limiting (PFL), speed restrictions, and safety-rated monitored stops, allowing fenceless or virtual guarding in suitable applications. Because they’re easy to program and redeploy, cobots fit well into flexible automation strategies across various manufacturing sectors. However, it’s important to remember that cobots are still machines and must be evaluated according to the same fundamental machinery safety principles as traditional robot systems.
From Technical Specification to Formal Standard
Initially, ISO/TS 15066:2016 served as the main technical specification for cobot safety. It introduced:
- Detailed body regions (29 total), each with permissible force and pressure limits for contact.
- Guidance on controlling transient (quick impact) versus quasi-static (sustained pressure) contacts.
These limits ensure that any potential collision remains below thresholds known to prevent injury. Since ISO/TS 15066 was only a technical specification (not a full standard), some integrators hesitated to adopt it fully (see Navigating Changes to Cobot Safety Regulations).
Recently, an ISO working group updated the ISO 10218 series (the core robot safety standards) to formally incorporate collaborative robotics. The British Standards Institute (BSI) has reviewed these updates, indicating that the technical specification for cobots will now be aligned with the broader industrial robot safety standards.
Going forward, cobot requirements will be unified within the ISO 10218 framework—removing any standalone “collaborative robot” category and affirming that cobots must meet the same rigorous safety standards as other industrial robots.
Key Safety Standards and Recent Updates
- ISO 10218-1:2025 & ISO 10218-2:2025
- Scope: The primary standards for industrial robot and robot system safety.
- Focus Areas:
- ISO 10218-1: Manufacturer requirements (robot as a product).
- ISO 10218-2: System integration (robot plus end-of-arm tooling, parts, and cell design).
- Recent Revisions:
- Consolidation of collaborative robot guidance (formerly in ISO/TS 15066).
- Expanded coverage of functional safety, manual operations (hand guiding), and cybersecurity (controllers).
- Impact: Provides clearer and more comprehensive guidelines, ensuring cobot safety keeps pace with advancing technology (News: Updated ISO 10218: Major Advancements in Industrial Robot Safety Standards Now Available).
- ISO/TS 15066:2016
- Purpose: Introduced the four modes of collaborative operation and permissible force/pressure values for human contact.
- Status: While still a key reference for force-limiting criteria, it is now folding into the updated ISO 10218 standards.
- ANSI/RIA R15.06 (U.S.)
- Equivalent: U.S. adoption of ISO 10218.
- Structure:
- Part 1: Robot manufacturer requirements.
- Part 2: Integration and system requirements.
- Next Revision: Will integrate collaborative criteria and add a Part 3 to address user responsibilities, aligning with ISO changes (The Latest in Robot Safety Standards – Workplace Material Handling & Safety).
- ANSI/RIA TR 15.606
- U.S. Technical Report mirroring ISO/TS 15066.
- Future: Likely to be updated or replaced to remain consistent with new ISO 10218 standards.
- ISO 12100 – Safety of Machinery
- General Framework: Outlines risk assessment and risk reduction procedures for any machinery, including robots and cobots.
- Usage: Often referenced by robot safety standards to identify hazards, estimate risk, and select risk controls methodically.
Additional Safety Technologies
Robotics manufacturers frequently offer in-controller safety features that meet or exceed these standards. For instance:
- FANUC Dual Check Safety (DCS): Uses redundant processors to monitor the robot’s speed and position in real time, creating virtual safety zones that slow or stop the robot if boundaries are exceeded (Navigating Changes to Cobot Safety Regulations).
- ABB SafeMove, KUKA SafeOperation, etc.: Similar systems that ensure the robot stays within predefined safety parameters, facilitating safer collaborative and traditional robot applications.
By carefully configuring these built-in safety functions and adhering to updated international standards, system designers and end users can significantly reduce risks in both conventional and collaborative robot deployments.
Legal Responsibilities and Compliance (CE Marking, UKCA, PUWER)
Adopting cobots in manufacturing comes with legal safety obligations. In the European Union, any integrated robotic system (cobot included) is considered machinery and must comply with the Machinery Directive (2006/42/EC) – soon transitioning to the new Machinery Regulation. One key requirement is performing a formal risk assessment and meeting all relevant Essential Health and Safety Requirements before the machine can be CE marked and put into service ([PDF] Collaborative robot systems | DGUV). In practical terms, this means the system integrator (or the end user, if they integrate the cobot themselves) becomes the "manufacturer" of the overall robotic cell and must ensure it is safe and compliant. All safety measures, from emergency stops to physical or virtual guarding, must be in place, and documentation (like the risk assessment file and user manual) must be completed and retained as an audit trail of compliance.
In the UK, similar requirements apply under UK law. Machines must carry the UKCA marking (which mirrors CE marking requirements post-Brexit) to indicate compliance with applicable regulations. Additionally, once the cobot system is installed and running in a workplace, the Provision and Use of Work Equipment Regulations (PUWER) apply. PUWER requires employers to keep work equipment (including robot cells) safe and well-maintained, and it places a legal responsibility on the end user to ensure ongoing compliance. If your cobot or its associated processes do not meet the relevant safety standards, you would not be PUWER-compliant ( Navigating changes to cobot safety regulations ) – which could lead to legal consequences or enforcement action. In short, both the system integrator and the end user have safety duties: the integrator must deliver a compliant system (with CE/UKCA marking and all safeguards), and the end user must use and maintain it safely per workplace regulations.
It’s worth noting that safety responsibilities are shared among different stakeholders. The robot manufacturer is responsible for the inherent safety of the robot arm and controller (providing safety-rated hardware, proper instructions, and conformity of the robot as a product). The cobot system integrator (which might be an independent integrator or the end user’s engineering team) is responsible for the safety of the entire robot application – this includes the robot, end-of-arm tooling, any fixtures, sensors, and the environment. They must ensure all safety requirements are met for the whole system. Finally, the end user or employer is responsible for operating the system safely, training staff, and sustaining the safety measures over the robot’s life. Modern standards reflect these divisions: for example, ISO 10218-2 and ANSI/RIA R15.06 Part 2 focus on system integration, and the forthcoming R15.06 Part 3 will focus on user responsibilities (The Latest in Robot Safety Standards - Workplace Material Handling & Safety).
The Cobot Risk Assessment Process
Performing a thorough risk assessment is the cornerstone of cobot safety and compliance. A detailed risk assessment (sometimes called a hazard analysis when focusing on identifying hazards) must be carried out for every cobot installation before the system is finalised and put into operation. This is both a best practice and a legal requirement under the Machinery Directive. The risk assessment process involves several key stages:
- Identifying Hazards: Examine the collaborative robot application in detail to identify all potential hazards. This includes obvious dangers like collision or crushing points between the robot and fixed objects, as well as less obvious ones like electrical hazards, end-effector related risks (e.g., sharp grippers or welding torches on a cobot), or ergonomic risks during maintenance. Consider all modes of operation (automatic run, manual setup, teaching, maintenance) and potential hazards in each. Engage operators and independent safety specialists if possible to brainstorm what could go wrong – from the robot’s motion range to failures of sensors.
- Risk Estimation and Evaluation: For each identified hazard, estimate the potential severity of harm and the likelihood of occurrence, taking into account the frequency of human exposure. For example, a fast-moving cobot arm carrying a sharp tool could cause severe injury (high severity) even if the probability is moderate. Use risk matrices or the methodology outlined in ISO 12100 or RIA TR R15.306 to assign risk levels. Then evaluate which risks are unacceptable and must be reduced. Almost all cobot applications will have some initial high or medium risks that need mitigation – rarely is a task immediately "safe enough" without any protective measures.
- Risk Reduction Measures Implementation: For each unacceptable risk, choose and implement appropriate risk reduction measures. The first consideration is to eliminate the hazard through design if possible (inherently safe design). If elimination isn’t feasible, consider engineering controls and safeguarding techniques. In cobot systems, risk reduction often involves a combination of power and force limiting, speed limiting, separation monitoring, and traditional guards or devices:
- Inherent Limitation: Utilise the cobot’s built-in power-and-force limiting capability to restrict the energy of any collision. This may involve setting strict speed and torque limits in the robot’s software so that even if it strikes someone, the impact stays below injury thresholds. Many collaborative robots are calibrated with torque sensors or motor current monitors to enforce such force limitation.
- Safe Distancing: Implement Speed and Separation Monitoring (SSM) using sensors (like laser scanners, depth cameras, or safety-rated radar) to maintain a safe distance between the robot and any nearby person. With SSM, the robot can operate at higher speed when humans are far, but automatically slow down as a person approaches, and transition to a safety-rated monitored stop if a person comes too close. This is essentially a virtual guarding method where the “guard” is an invisible laser field or vision zone.
- Physical Safeguards: Determine if physical guarding is still required for certain parts of the system. For instance, even if the cobot arm itself is force-limited, a sharp knife tool on the arm might need a physical cover when not in use, or you may still fence off equipment adjacent to the cobot. A combination of risk reduction measures might be needed – e.g., a light curtain to protect the highest-risk approach direction, plus force limiting for secondary contacts. Always choose end-of-arm tooling with safety in mind (no exposed sharp edges, etc.) as part of designing a safe system design (The Latest in Robot Safety Standards - Workplace Material Handling & Safety).
- Administrative Controls: Ensure clear procedures, training, and signage are in place. For example, define how human workers should approach the cobot (perhaps only from a certain side where sensors cover, etc.), and train them on the system’s signals and emergency stops. While administrative measures don’t eliminate hazards, they support safe operation alongside technical measures.
- Validation and Verification: Once safeguards are implemented, it’s crucial to validate that the risk reduction measures achieve their intended effect. This stage often involves testing the cobot system. For a power-and-force limited cobot, perform measurements of collision force in worst-case scenarios using calibrated force sensors or pressure measurement film to ensure impacts do not exceed the permissible force values for body regions that could be hit ( Navigating changes to cobot safety regulations ) ( Navigating changes to cobot safety regulations ). For example, if the cobot could strike a forearm between it and a worktable, you would measure that collision force and compare it to the ISO 15066 limit for a forearm. Similarly, test the response of safety sensors: walk toward the cobot and confirm it slows and stops at the programmed distances, and that the safety rated monitored stop activates at the right threshold. Verify all emergency stops work and any physical guarding is properly secured. This formal risk assessment step is essentially a verification that "as built, the system is safe." Document the results of these tests – e.g., record the measured forces and that they are below limits, keep printouts or screenshots of sensor fields, etc., as evidence.
- Documentation and Traceability: A fully traceable risk assessment report should be compiled, detailing all the above stages ( Navigating changes to cobot safety regulations ). This report becomes part of the technical file for CE/UKCA marking and is your audit trail to show regulators or auditors (and your own management) that you have systematically addressed safety. Include the identified hazards, risk evaluations, measures applied, and test results validating risk reduction. Good documentation not only demonstrates compliance but also helps if you revisit the system later (e.g., when modifying the cobot’s task, you can update the hazard analysis). Maintaining this documentation is also important to meet obligations like PUWER in the UK, which expect that any machine’s risk assessment is available and up to date ([PDF] Collaborative robot systems | DGUV).
Below is a summary table of these key steps in the risk assessment process and their focus:
| Risk Assessment Step | Key Activities and Focus |
|---|---|
| 1. Hazard Identification | Identify tasks and potential hazards (collision points, pinch zones, tool risks, etc.) in the cobot operation. Include all phases: operation, programming, maintenance. |
| 2. Risk Estimation & Evaluation | Determine severity and likelihood of each hazard, then assess risk levels. Decide which potential risks require mitigation based on accepted criteria (e.g., risk matrix). |
| 3. Implement Risk Reduction | Apply measures to eliminate hazards or reduce risk: e.g., inherent design changes, physical or virtual guarding, safety sensors for separation monitoring, force limiting settings, and other risk reduction measures. Use a combination as needed for comprehensive safety. |
| 4. Validation & Verification | Test and verify that safety measures work: measure collision forces to ensure safe limits, check sensor stopping distances, try emergency stops, etc. Ensure the cobot and safeguards perform as intended under all scenarios. |
| 5. Documentation | Document the entire risk assessment process and outcomes. Create a fully traceable risk assessment report (hazards, mitigations, test results). Retain this for compliance (CE/UKCA Technical File, PUWER inspection) and future reference. |
This risk assessment process should be conducted by qualified engineers or safety professionals. If the in-house team lacks experience with cobot safety, it is highly advisable to seek advice from experts. Many companies turn to an independent safety consultant or a functional safety engineer to either lead the assessment or review it. As Matt Androsiuk (a safety expert on BSI’s committee) notes, if integrators and end users are not familiar with the risk assessment process, they should get support from independent safety specialists ( Navigating changes to cobot safety regulations ). An independent safety specialist can provide an objective review and suggest improvements, and their involvement can be invaluable in ensuring no hazard is overlooked.
Key Features for Safe Cobot System Design
Even with built-in safety features, proper configuration and supplementary safeguards are essential to ensure safe collaborative robot (cobot) applications.
Below are the critical design elements and how they contribute to a safer system:
1. Power and Force Limiting (PFL)
- Purpose: Limits the energy a robot can exert during collisions.
- How It Works: Some cobots use joint torque sensors and a body force model, while others rely on motor current feedback and software limits.
- Configuration Tips:
- Set max allowable speed, torque, and force based on hazard analysis and intended human-robot interactions.
- Calibrate and test the robot’s internal force sensing or torque control thoroughly.
- Keep in mind that force tolerances vary by body part; if the cobot might contact an operator’s more sensitive areas (e.g., fingertips), design for the lowest common denominator.
- Ensure PFL is always active whenever a human could enter the workspace.
Goal: Prevent dangerous levels of force in worst-case scenarios (e.g., clamping or sudden impacts).
2. Speed and Separation Monitoring (SSM)
- Purpose: Uses safety sensors (e.g., laser scanners, light curtains) to detect a person’s proximity and adjust the robot’s behavior.
- Zone-Based Operation:
- Full Speed at a safe distance.
- Reduced Speed once an operator enters a closer zone.
- Safety-Rated Monitored Stop if an operator comes too close.
- Implementation Considerations:
- Integration of sensors with the robot’s safety interface (often via a safety PLC or onboard safety I/O).
- Additional protective measures for potential entrapment hazards (e.g., padding or physical stops to prevent pinch points).
Goal: Maximise productivity while maintaining safety - move quickly when no one is near, but slow or stop as people approach.
3. Hand-Guiding and Reduced Speed Mode
- Hand-Guided Operation:
- Typically requires an enabling device (e.g., a three-position deadman switch).
- The robot moves at very low speed and force so the operator maintains full control.
- Ensure the robot is certified for hand-guiding and that it meets any additional safety-rated input requirements.
- Reduced Speed Mode:
- Used for maintenance or teaching tasks.
- Keeps speed under a safe threshold (often 250 mm/s or less).
Goal: Provide safe manual manipulation options and ensure extra layers of protection when humans are in the immediate workspace.
4. Emergency Stop and Protective Stop Functions
- Emergency Stop (E-Stop):
- Cuts power entirely, often requiring a system reboot before restarting.
- Must be easily accessible and remove any risk of further movement.
- Protective Stop (Safety-Rated Monitored Stop):
- Maintains power to the robot but halts motion safely.
- Often used to temporarily pause operations if a person enters a defined zone.
- Training:
- Ensure users understand the difference between each stop type.
- Validate that the E-stop truly prevents unintended motion (e.g., disabling power or back-driving to relieve pressure).
Goal: Give operators an immediate way to stop motion, mitigating injuries and damage in emergencies.
5. End-of-Arm Tooling and Peripheral Safety
- Assess the Tool:
- Sharp tools (drills, knives) or hazardous processes (welding, chemical dispensing) need additional guards or fume extraction.
- Heavy or awkward parts can create drop or swing hazards.
- Secure Handling:
- Use safe gripper force and confirm parts are firmly secured.
- If a task can’t be made safe for direct contact (e.g., high-speed welding), full collaboration may be inappropriate.
- Process Hazards:
- Address byproducts (sharp edges, hot surfaces) that occur after the process is complete.
Goal: Recognize that even if the robot arm itself is safe, tooling and materials may pose additional risks.
6. Safety PLCs and Redundancy
- Why Use a Safety PLC?
- Consolidates multiple safety devices (e.g., sensors, mats, scanners) into one system.
- Implements redundant logic to force a safe state if a single component fails.
- Redundant Safety Channels:
- Many cobots have dual-channel safety circuitry for E-stops and other critical signals.
- Networked safety protocols (e.g., EtherNet/IP Safety, PROFIsafe) allow real-time monitoring and control.
- Integration:
- External sensors (like laser scanners) should feed directly into safety-rated channels, not regular control logic.
Goal: Build a fault-tolerant system where any single failure results in a safe stop instead of an accident.
By addressing these design features and adhering to relevant safety standards, cobot integrators and end users can create a robust safety environment one that maximises human-robot collaboration while minimising hazards.
Actionable Advice for Safer Cobot Integration
Integrating cobots safely requires both diligence and the right expertise. Here are some actionable steps for manufacturers and integrators to achieve safer operation and compliance:
- Start with a Formal Risk Assessment: Begin every cobot project with a detailed risk assessment. Involve cross-functional team members (engineering, operators, safety officers) to identify hazards and failure modes. Use standards like ISO 12100 or guidance from independent safety specialists to ensure you cover all potential hazards. This upfront investment will guide you in designing appropriate safeguards and is required for compliance ( Navigating changes to cobot safety regulations ).
- Engage Experts and Seek Advice: If your team is new to collaborative robots or unsure about certain risks, don’t hesitate to consult your cobot supplier or hire an independent safety consultant ( Navigating changes to cobot safety regulations ). Robot manufacturers often have application engineers or safety specialists who can advise on safe implementation of their robots. Independent consultants can perform an objective audit of your risk assessment and suggest improvements. Their insight can enable integrators to achieve compliance more efficiently by applying industry best practices.
- Implement Layered Safety Measures: Don’t rely on a single feature for safety. Use risk reduction measures in layers. For example, combine a cobot’s internal force limiting with an external safety scanner for separation monitoring, and maybe add soft padding to a fixture just in case. Redundancy and diversity in safety measures help cover each other’s gaps. Always consider physical guarding (even partial) if it can significantly reduce risk, especially for high-risk hazards. A small fence or clear shield in the right spot can sometimes allow the rest of the cobot cell to be open and collaborative.
- Validate with Real Measurements: After installing safeguards, perform thorough testing. Measure forces, test stopping times, intentionally trigger the sensors – make sure the system behaves as expected. If any test shows a borderline result (e.g., a slightly higher force than expected), iterate on the solution (maybe lower the speed further or adjust the sensor field). This validation not only ensures safety but also boosts the confidence of everyone involved that the cobot can operate autonomously without posing undue risk.
- Train Personnel and Define Responsibilities: Even the safest cobot system can be defeated by human error or lack of knowledge. Train all operators, maintenance staff, and engineers on the safety responsibilities and proper use of the cobot cell. Define who is responsible for regular safety checks (for example, checking if sensors are clean and working, or if any settings were changed). Make sure there is a process in place for workers to report any unexpected behavior or incident with the robot. Legal responsibility ultimately falls on the company (and individuals in charge) to ensure a safe workplace, so instill a culture of safety around the collaborative robot.
- Maintain and Review: Safety is not a one off task. Schedule periodic reviews of the risk assessment, especially if the cobot’s task changes or if there’s an incident or near-miss. Components like sensors or brakes can wear out, so preventive maintenance is key to keeping safety functions operational. Keep an audit trail of these maintenance and inspection activities as well, since they support your due diligence.
- Ensure Compliance and Stay Updated: Before commissioning the cobot, double-check compliance with all relevant safety standards and regulations. Prepare the required documents for CE or UKCA marking (or any local certification). Also, stay informed about upcoming alignment of standards or new regulations. For instance, as proposed new safety standard updates (like the new ISO 10218 integration of collaborative criteria) come into effect, ensure your practices align with them. Regularly attending industry safety seminars or following ISO/RIA technical committee updates is a good way to stay ahead. Being proactive on compliance not only avoids legal issues but also often improves the efficiency and reliability of your robotic system.
Conclusion: Embracing Collaborative Robots Safely and Effectively
Collaborative robots offer immense benefits to modern manufacturing – from filling labour gaps to increasing flexibility and productivity. Their very nature allows them to work closely with human teams, but this does not eliminate the need for rigorous safety and compliance efforts. As we’ve explored, ensuring cobot safety and compliance involves a comprehensive approach: adhering to updated robot safety standards, fulfilling safety obligations like CE/UKCA marking and PUWER, performing thorough risk assessments with fully traceable risk assessment documentation, and implementing a mix of risk reduction measures (from force limiting to virtual guarding).
The good news is that the industry is actively improving guidelines – the recently reviewed ISO standards and RIA guidance are making it easier to know what is expected for collaborative robot applications ( Navigating changes to cobot safety regulations ). Manufacturers and integrators who follow this guidance and take their safety responsibilities seriously will find that cobots can indeed be integrated for safer operation without sacrificing productivity. By treating cobots as what they are – industrial robots that happen to have collaborative capabilities – and not becoming complacent due to their friendly appearance, businesses can unlock the full potential of collaborative automation safely. Always remember that safety is an ongoing process: continue to seek advice and enable integrators and staff with the knowledge to maintain a safe system. With the right approach, a collaborative robot can truly become a productive partner on the factory floor, working hand-in-hand with people while keeping everyone out of harm’s way.
Sources:
- International Federation of Robotics – Position Paper: Collaborative Robots (2024) (Collaborative Robots - How Robots Work alongside Humans - International Federation of Robotics) ( Navigating changes to cobot safety regulations )
- Control Engineering Europe – Navigating changes to cobot safety regulations ( Navigating changes to cobot safety regulations ) ( Navigating changes to cobot safety regulations ) ( Navigating changes to cobot safety regulations ) ( Navigating changes to cobot safety regulations )
- Association for Advancing Automation (A3) – Updated ISO 10218: Major Advancements in Industrial Robot Safety Standards (News: Updated ISO 10218: Major Advancements in Industrial Robot Safety Standards Now Available )
- Workplace Safety & Health Magazine – The Latest in Robot Safety Standards (The Latest in Robot Safety Standards - Workplace Material Handling & Safety) (The Latest in Robot Safety Standards - Workplace Material Handling & Safety)
- ISO/TS 15066:2016 – Robots and robotic devices – Collaborative robots (key concepts on force limits)